PRIKAZ
CNC KRMILNIKA:
-KOORDINATNIH
REZALNIKOV "PLIN-PLAZMA"
-REZKALNIKOV
PLASTIKE
-REZALNIKOV
LESA IN DRUGIH MATERJALOV |
Kliknite
spodnjo povezavo in si poglejte
POWER
POINT PREZENTACIJO
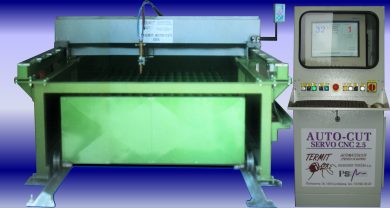
Opis
krmilja in sestavnih delov:
Evro omara 1300x600x600 z monitorjem in poličko za tipkovnico in Miško:
Pod polico
s strani nameščen PC in z zadnje strani velika vrata za dostop do močnostnih
konponent servo krmilja . Omara je na vrtljivih kolesih in tesnjena z
gumi tesnili.Hlajenje zagotavljata dva vgrajena ventilatorja.
Krmilno -komandna plošča s stikali za vklop in izbiro načina dela.
Daljinska komandna omarica na potujočem delu naprave s tipkami za upravljane
z napravo.
Programski paket –in prikaz na ekranu obsega vsa do sedaj pridobljena
znanja s področja rezanja, glede na naše prejšnje rezalnike pa predvsem
profesionalnejšo izvedbo primernejšo za industrijsko rabo.
Projektiranje likov in formatov se izvaja v enostavnem projektivnem programu
kar se v DXF formatu prenese v dodatno obdelavo. Ko je lik ali format
plošče izrisan vse shranimo.
Krmilnik
prepoznava DXF format 13 in starejše kar velja za prinešene diskete ali
podatke poslane po liniji.
V
nadaljevanju se pojavi vprašalnik
Rezalni parametri Predgretje ČAS v sek. Prebijanje-ČAS v sek Hitrost rezanja
– v m/min
Po prvem vnosu in shranitvi parametrov, po debeljinah materialov, kasneje
le te iz knjižnice parametrov pokičemo , združimo z risbami in vse pošljemo
–NA STROJ.
Na ekranu se pojavi napis START na stroju- S komandami X- ,X+,Y-,Y+ postavima
gorilnik na rob plošče, s tipkami GORILNIK G/D izberemo želeno višina
rezanja in s pritiskom na tipko START pričnemo z rezanjem.
Prikaz
na ekranu - po pritisku START tipke se na ekranu pojavi lik ali
cel format plošče
in rezalni parametri .(velike številke) nastavljen čas in odštevanje ,
enako čas predgretja , ter nastavljena hitrost rezanja.Vse omenjene parametre
je možno na daljinski kom. omarici prehitevati po oceni operaterja. Popravki
se ne shranjujejo in je potrebno le te popraviti v menuju PARAMETRI.
Varovanje
gorilnika – Gorilnik se varuje z zaščitnim obročem , ki s konbinacijo
mikro stikal in povezavo s programom v slučaju naleta na oviro ustavi
nadalnjo vožnjo po liku,
vključno s prekinitvijo dotoka rezalnega o2.Po odstranitvi ovire se s
pritiskom START tipke nadaljuje z rezanjem . Po opravljenem rezanju se
gorilnik dvigne do max. zgornjnjega položaja omejenega z mikro stikalom
in vrne z Max. hitrostjo v izhodišče.
Razlaga stikal na čelni plošči omare- GLAVNO STIKALO vklop napajanja –
zasveti
svetilka VKLOP.
VKLOP MOČI - močnostni del krmilja napajan zasveti svetilka
IZKLOP MOČI - napajanje izklopljeno svetilka ugasne.
PREMOSTITEV
– V slučaju ko gibljivi deli naprave preletijo induktivne senzorje, ki
omejujejo vožnjo, se naprava postavi v normalne delovne pogoje s pritiskom
na omenjeno tipko v konbinaciji s pritiskom na eno od tipk za vožnjo gorilnika
na dalj. kom. omarici.
Za omenjeno intervencijo sta potrebna dva delavca.
IZKLOP V SILI- izklop v sili
GRELNI PLIN- zasveti svetilka -vklopi se MV plin-o2 gretje.
Po vklopu operater prižge plamen.
PLIN-PLAZMA-s preklopom izberemo način rezanja-zasveti
svetilka.
Razlaga stikal
na daljinski kom. omarici-START-zagon rezanja-programa.
STOP prekinitev rezanja – programa. GORILNIK G-D nastavitev višine gorilnika
X-,X+,Y-,Y+ tipke za pomik gorilnika na želeno mesto oz. za vožnjo po
želji operaterja.
ČIŠČENJE- s pritiskom na tipko ,v kateri koli fazi dela,
se leto perkine in omogoči operaterju ,ali da gorilnik dvigne in očisti
šobo , ali pomakne gorilnik stipkami xy+-izven plošče in stori enako.
Po opravljenem čiščenju pa se s pritiskom na tipko NAPREJ gorilnik
vrne na mesto prekinitve. S START tipko se program rez. parametrov vrne
na začetek .
Operater mora zaradi začetka rezanja v špranji po lastni presoji s tipko
PRESKOK predvidene čase predgretja in prebijanja preskočiti. Rezanje se
nadaljuje po programu.
VRAČANJE- V slučaju,da se rezanje prekine, naprava pa
se po programu pelje naprej,
operater s pritiskom na tipko VRAČANJE- prekine dotok rezalnega o2 .Z
večkratnim pritiskanjem na tipko po korakih sestave forme vrne gorilnik
na začetek koraka pred prekinitvijo. S tipko NAPREJ se gorilnik odpelje
po predvideni liniji lika do konca špranje od koder z rezanjem nadaljuje.
IZKLOP V SILI- izklop v sili - gibanje se prekine.
Program je
enostaven za operaterja in združuje vse naše znanje s področja rezanja
s plinom in plazmo, ter reskanja mehkejših materialov v 2.5 CNC načinu
obdelave.


|

